
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
LVMFlow. Работа и обсуждение...
- Автор темы ChatNoir
- Дата начала
ChatNoir, если есть возможность помогите, пожалуйста, промоделировать заполняемость отливки (литье под давлением, машина - вертикалка). В прокасте она проливается нормально, но есть опасения по поводу непролива.
Сплав АЛ2
Тзал. 670-680 градусов С
Т пресс-формы 80 градусов С
расположение в камере прессования см. рис.
Для просмотра ссылки Войдиили Зарегистрируйся
Модель Для просмотра ссылки Войдиили Зарегистрируйся
Сплав АЛ2
Тзал. 670-680 градусов С
Т пресс-формы 80 градусов С
расположение в камере прессования см. рис.
Для просмотра ссылки Войди
Модель Для просмотра ссылки Войди
Последнее редактирование модератором:
ChatNoir, если есть возможность помогите, пожалуйста, промоделировать заполняемость отливки (литье под давлением, машина - вертикалка). В прокасте она проливается нормально, но есть опасения по поводу непролива.
Сплав АЛ2
Тзал. 670-680 градусов С
Т пресс-формы 80 градусов С
расположение в камере прессования см. рис.
Посчитал, на скорую руку.
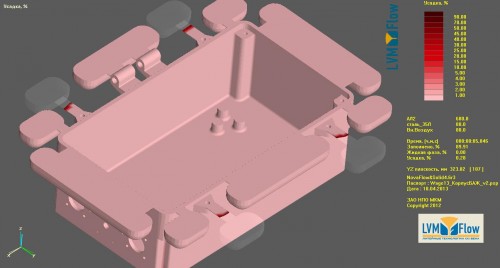
Нехватает данных:Мне необходимо время заполнения или давление в литейной машине.
В расчете также не учитывал захват воздуха,
поскольку не знаю есть ли выпары и где они.
Расположение отливки тоже сделал, как понял.
На моей картинке ось Z вертикально расположена.
Видик с расчетами здесь -> Для просмотра ссылки Войди
ChatNoir, спасибо. Только впрыск металла в форму идет не снизу, а сбоку. Отливка в форме расположена как на картинке.
Выпары есть, но интересен наихудший вариант, поэтому моделируем без них.
Хорошо, сделаем сбоку.
ChatNoir, спасибо. Только впрыск металла в форму идет не снизу, а сбоку. Отливка в форме расположена как на картинке.
Выпары есть, но интересен наихудший вариант, поэтому моделируем без них.
Вот результаты с заливкой сбоку.
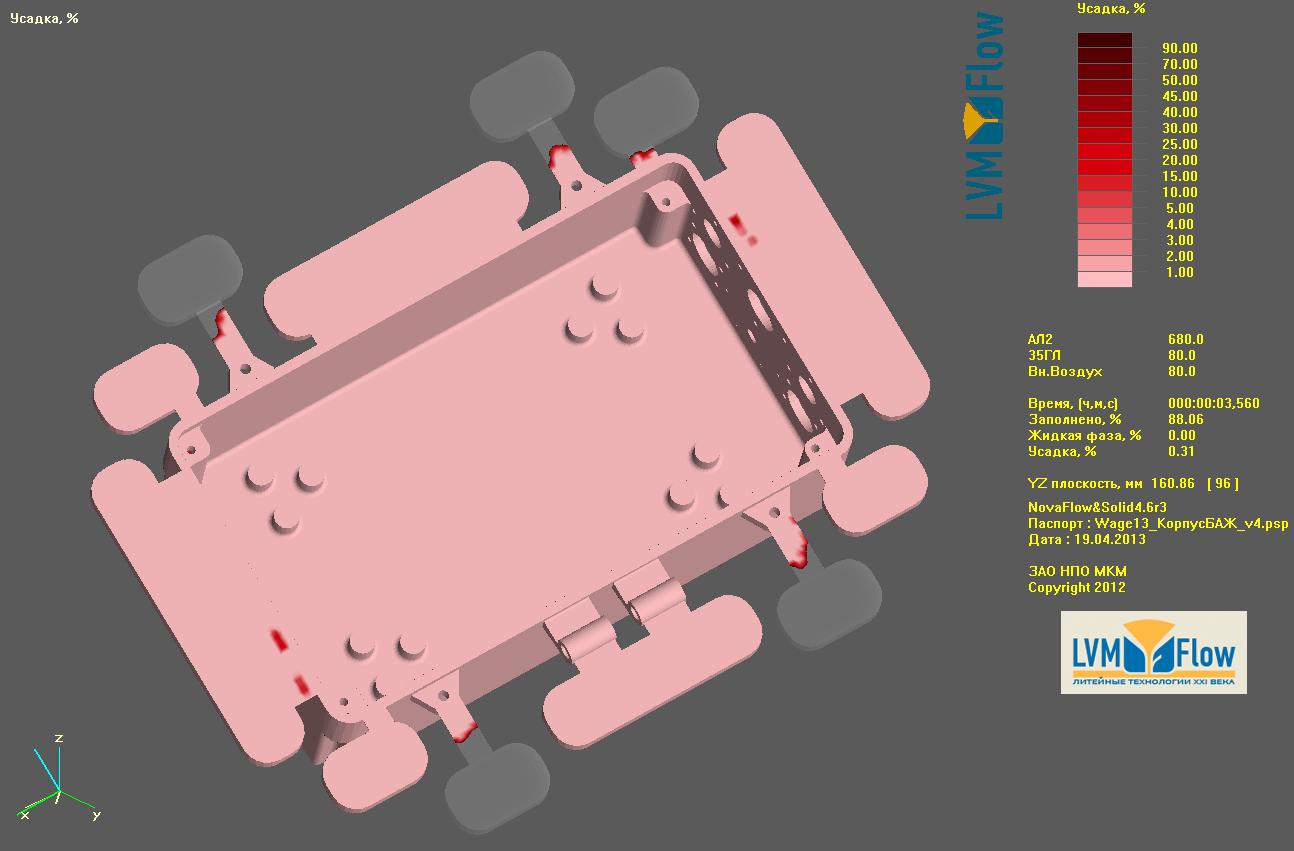
Видео лежит здесь: Для просмотра ссылки Войди
Еще раз спасибо! Вероятно так оно и будет.
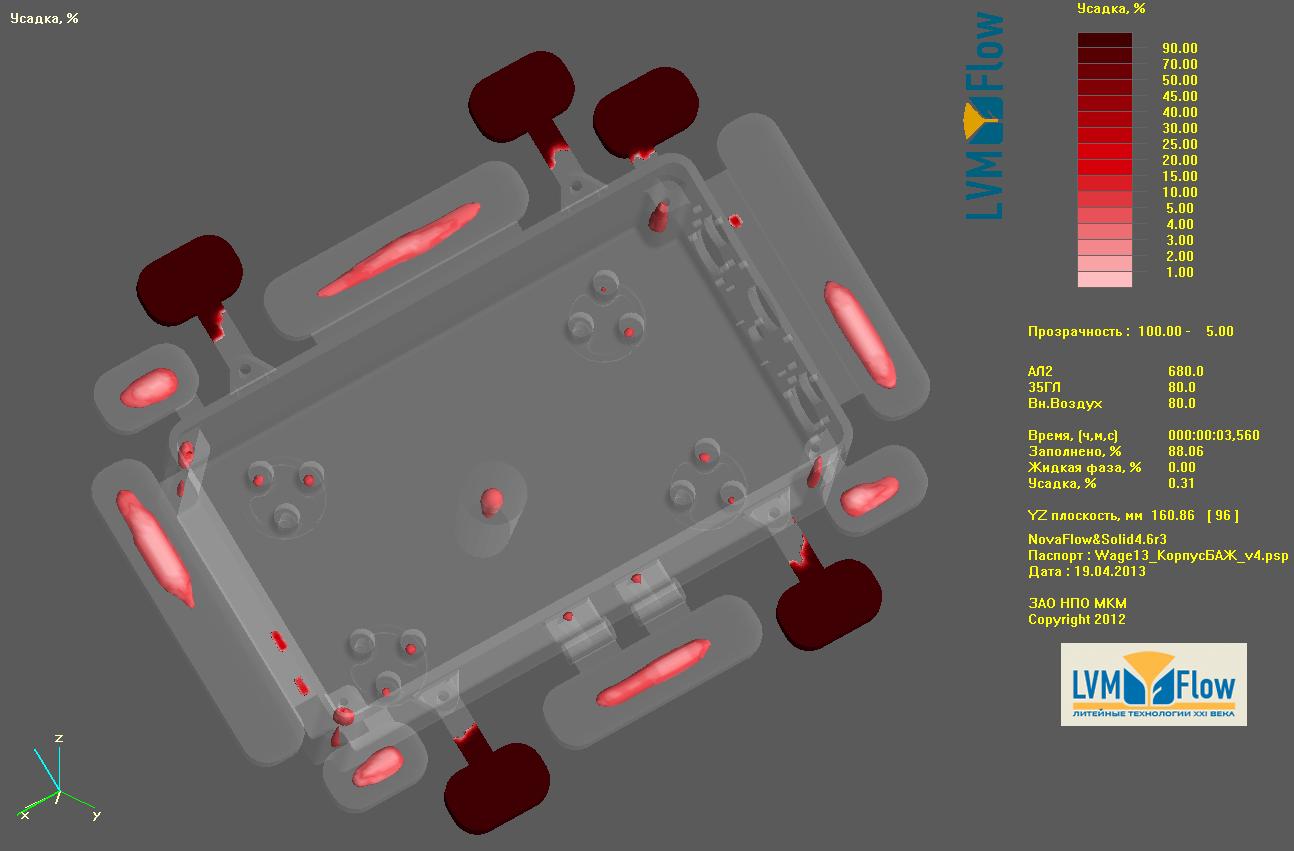
Мы форму новую делать собрались, на старой были на дне отливки технологические приливы и все проливалось хорошо. Но, лишняя мех. обработка никому не нужна. Наверно рискнем убрать.
Раковины, кстати, в точности там, где они присутствуют в реале, но от них тут уж никуда не денешься.
Мы форму новую делать собрались, на старой были на дне отливки технологические приливы и все проливалось хорошо. Но, лишняя мех. обработка никому не нужна. Наверно рискнем убрать.
Раковины, кстати, в точности там, где они присутствуют в реале, но от них тут уж никуда не денешься.
Кто использовал в LVMFlow движение газов, например для алюминиевого литья?
А, что собственно хотели узнать, то?
А, что собственно хотели узнать, то?
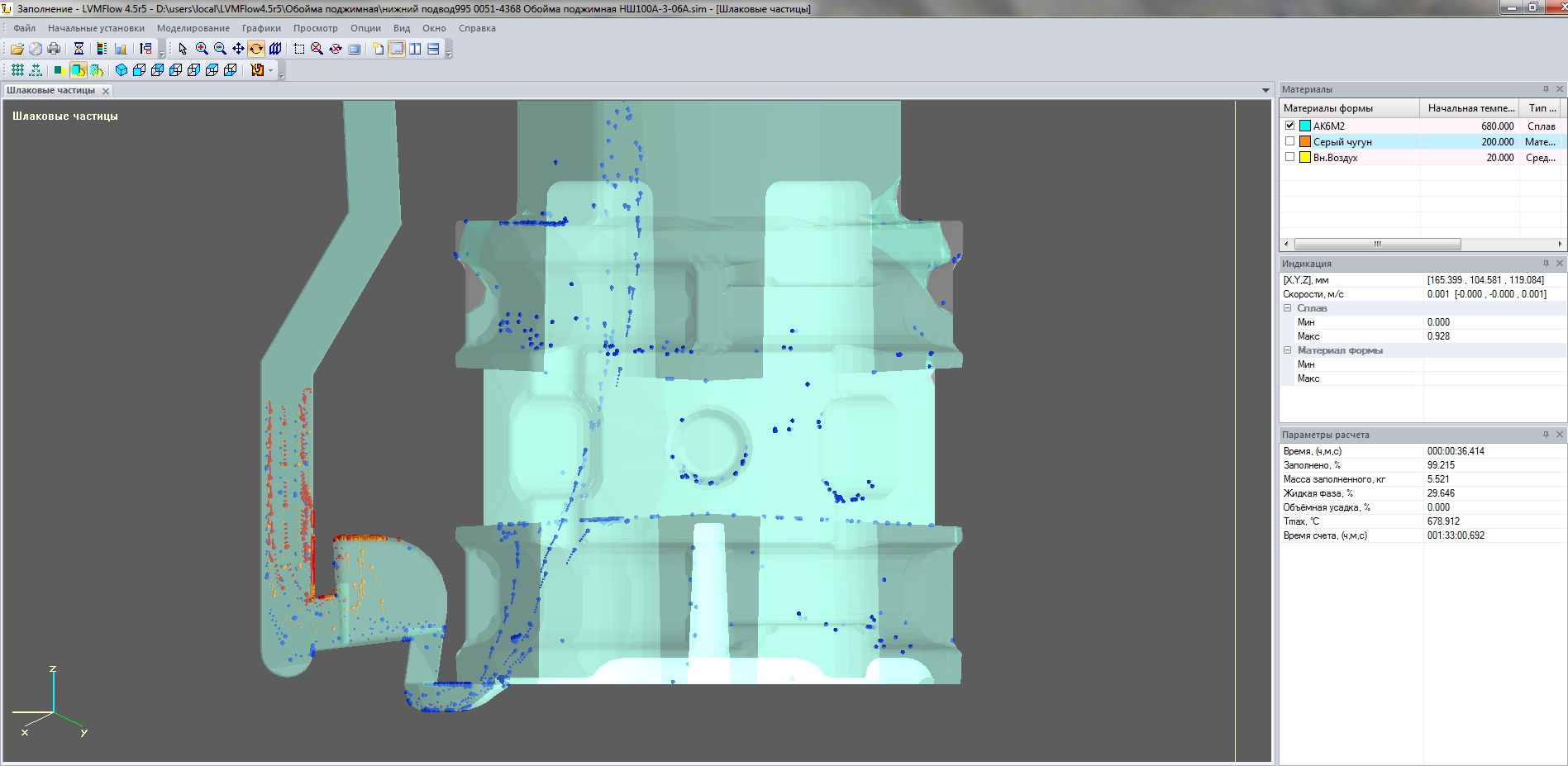
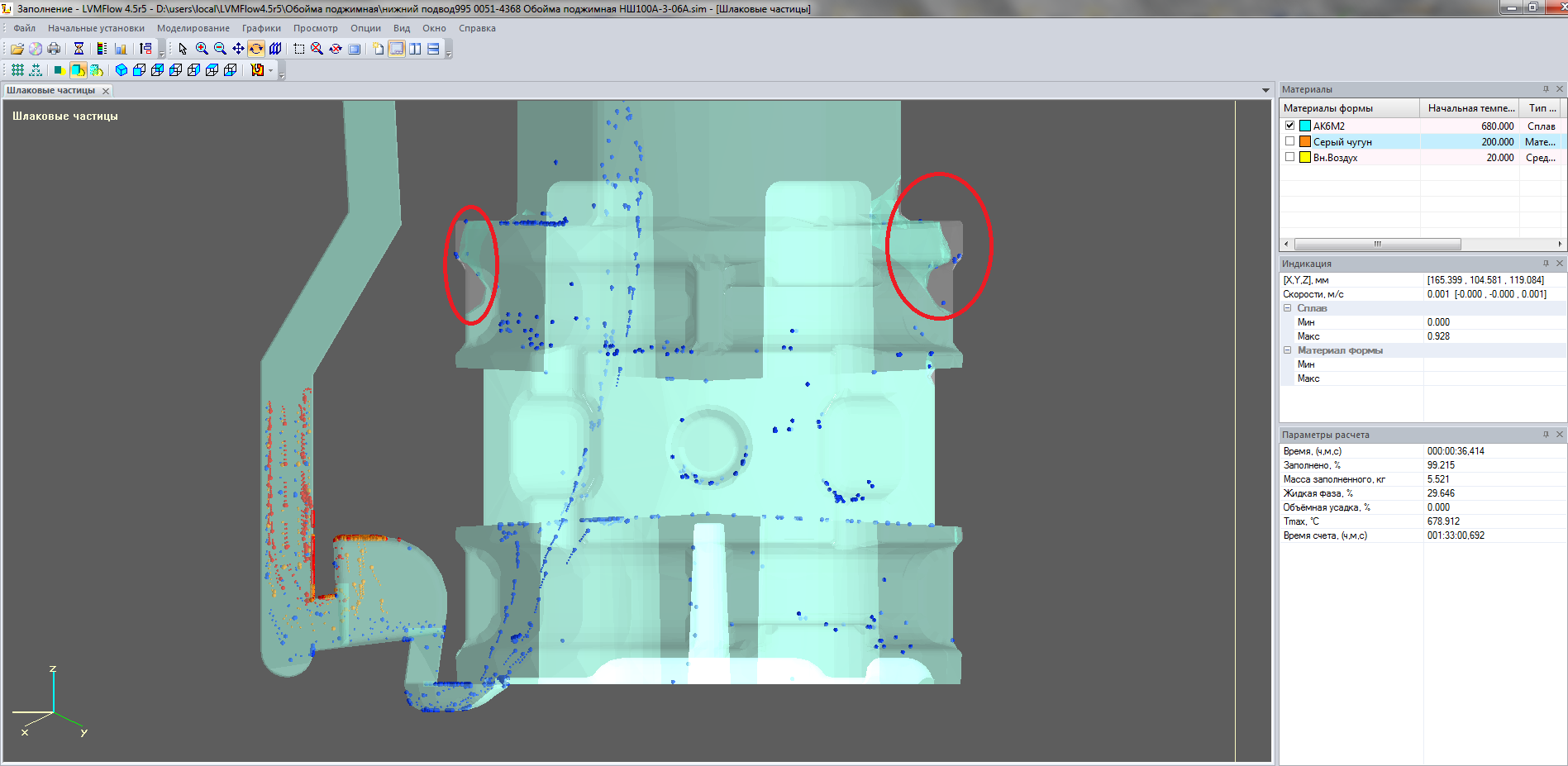
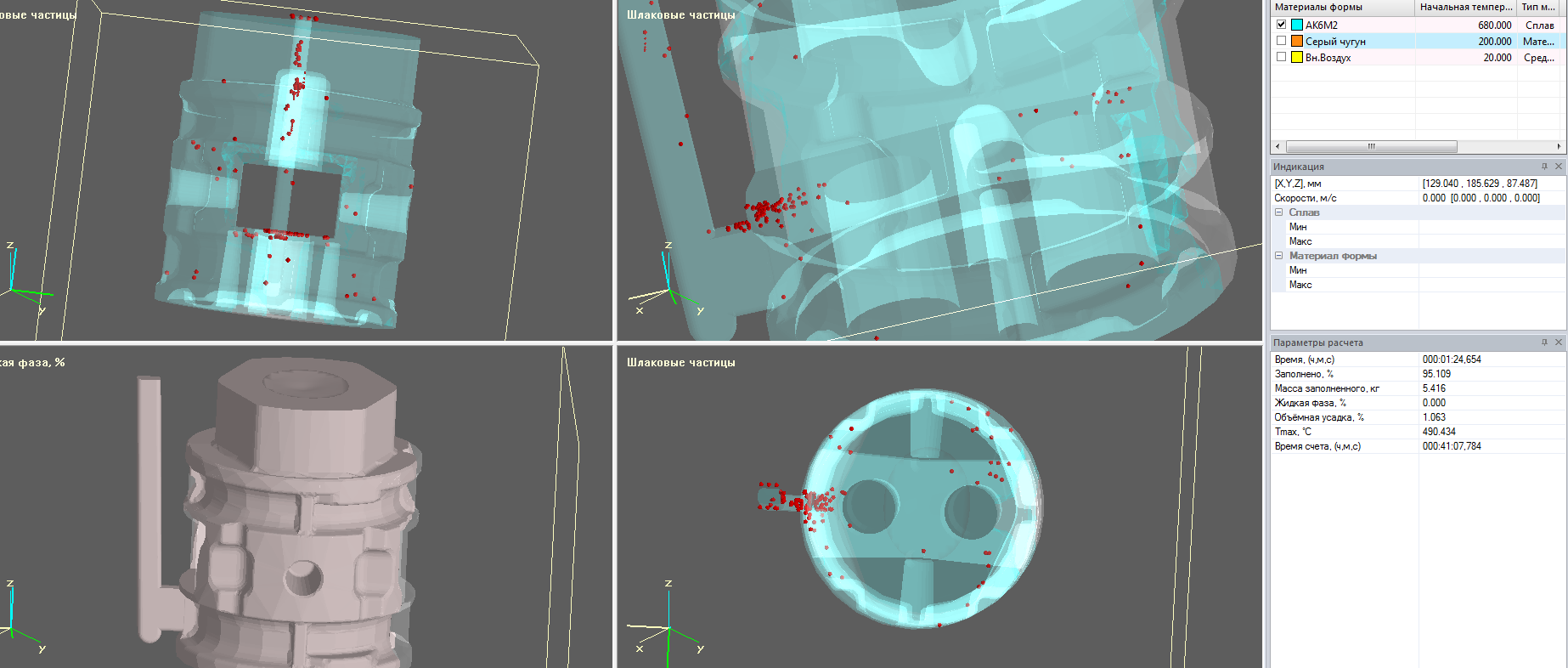
Кокильное литье. Запустил в стояк по сечению шлаковые частицы диаметром 0,1мм, 0,3мм, 0,5мм плотностью 1,225кг/м3 (плотность воздуха) - проследил их движение.
Есть другие способы борьбы с газовой пористостью?
Последнее редактирование модератором:
Кокильное литье. Запустил в стояк по сечению шлаковые частицы диаметром 0,1мм, 0,3мм, 0,5мм плотностью 1,225кг/м3 (плотность воздуха) - проследил их движение.
Есть другие способы борьбы с газовой пористостью?
Попробуйте посчитать с учетом газа при заполнении.
Модуль initial.exe Меню - Технология, Установки моделирования.
Так же не забудьте задать газопроницаемость материалов формы
и выпары.
В этом случае можно наблюдать как ведут себя воздушные пузыри,
если таковые образуются при заполнении.
Это конечно не газовая пористость, но быть может чем-то поможет.
Газовая пористость и газовые пузыри возникают при кристаллизации
из-за выделения газов, растворившихся в металле в процессе плавки.
В LVMFlowCV Газотворность формы не учитывается
и выделение газов при кристаллизации не моделируется...
Последнее редактирование модератором:
Кокильное литье. Запустил в стояк по сечению шлаковые частицы диаметром 0,1мм, 0,3мм, 0,5мм плотностью 1,225кг/м3 (плотность воздуха) - проследил их движение.
Есть другие способы борьбы с газовой пористостью?
Красные диаметром 0,5мм, желтые - 0,3мм, синие 0,1мм.
Получилась такая картина
Попробуйте посчитать с учетом газа при заполнении.
Модуль initial.exe Меню - Технология, Установки моделирования.
Так же не забудьте задать газопроницаемость материалов формы
и выпары.
В этом случае можно наблюдать как ведут себя воздушные пузыри,
если таковые образуются при заполнении.
Это конечно не газовая пористость, но быть может чем-то поможет.
Газовая пористость и газовые пузыри возникают при кристаллизации
из-за выделения газов, растворившихся в металле в процессе плавки.
В LVMFlowCV Газотворность формы не учитывается
и выделение газов при кристаллизации не моделируется...
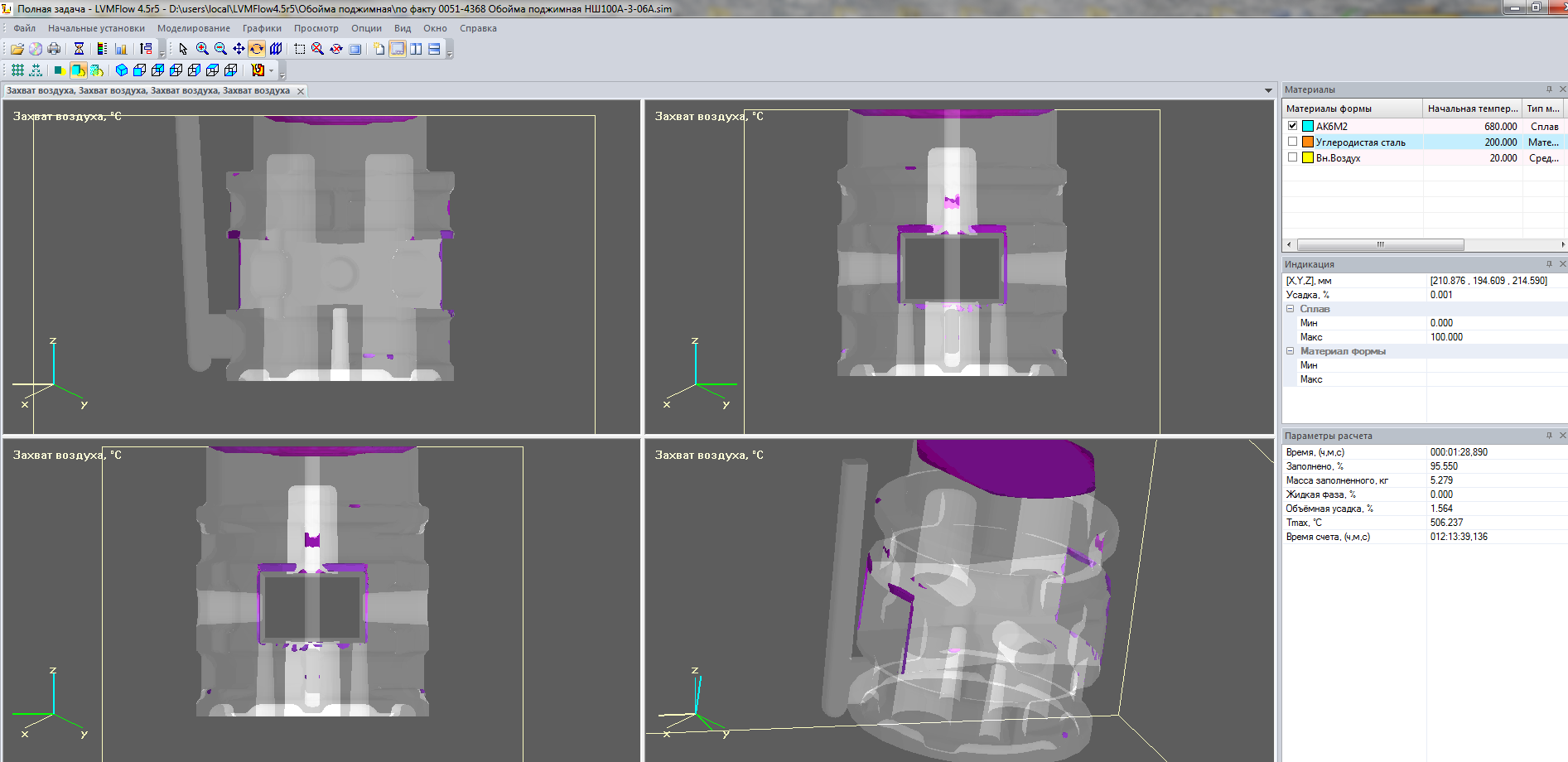
Я так понимаю это поле процесса захват воздуха в модуле полная задача? ...она показывает непроливы (застывание метала, неуспевшего попасть в тонкие места отливки)...
Последнее редактирование модератором:
Красные диаметром 0,5мм, желтые - 0,3мм, синие 0,1мм.
Получилась такая картина
Я так понимаю это поле процесса захват воздуха в модуле полная задача? ...она показывает непроливы (застывание метала, неуспевшего попасть в тонкие места отливки)...
Постараюсь объяснить.
1.Шлаковые частицы в LVMFlowCV.
Понимается следующее: На входе Вы выбираете сечение и запускаете
из этого сечения частицы определенного диаметра и плотности.
Что можно увидеть? Можно увидеть места скопления этих частиц
обусловленное их плотностью и диаметром. Это не реальные частицы расплава,
а вероятные. Вы их сами запустили.
Если они есть в расплаве, то они будут собираться в указанных местах.
Вы задали плотность воздуха. Конечно же Вы не увидите газовую пористость.
Механизм образования газовой пористости другой.
Это выделение газа из металла во время кристаллизации и LVMFlowCV
это не расчитывает. По крайней мере в этой версии.
Поэтому по картинке полученной Вами, ничего сказать о газовой пористости невозможно.
2. По поводу непроливов. LVMFlowCV расчитывает течение остывающего металла и,
если он где то замерзнет не заполнив форму, там и будет непролив. Также непролив
может случится, если в форме застрянет воздушный пузырь и не пустит туда металл.
Чтобы увидеть движение воздушных пузырей во время заполнения, необходимо
включить расчет с учетом газа при заполнении, указать выпары и газопроницаемость формы.
На Вашей картинке указанные Вами места вероятно и есть такие воздушные пузыри,
из-за которых образовались непроливы.
Последнее редактирование модератором:
Постараюсь объяснить.
1.Шлаковые частицы в LVMFlowCV.
Понимается следующее: На входе Вы выбираете сечение и запускаете
из этого сечения частицы определенного диаметра и плотности.
Что можно увидеть? Можно увидеть места скопления этих частиц
обусловленное их плотностью и диаметром. Это не реальные частицы расплава,
а вероятные. Вы их сами запустили.
Если они есть в расплаве, то они будут собираться в указанных местах.
Вы задали плотность воздуха. Конечно же Вы не увидите газовую пористость.
Механизм образования газовой пористости другой.
Это выделение газа из металла во время кристаллизации и LVMFlowCV
это не расчитывает. По крайней мере в этой версии.
Поэтому по картинке полученной Вами, ничего сказать о газовой пористости невозможно.
По факту в данный момент при разрезе отливки попалам со стороны питателя есть брак по газовой пористости, которая вероятно образуется при попадании воздуха через стояк.
2. По поводу непроливов. LVMFlowCV расчитывает течение остывающего металла и,
если он где то замерзнет не заполнив форму, там и будет непролив. Также непролив
может случится, если в форме застрянет воздушный пузырь и не пустит туда металл.
Чтобы увидеть движение воздушных пузырей во время заполнения, необходимо
включить расчет с учетом газа при заполнении, указать выпары и газопроницаемость формы.
На Вашей картинке указанные Вами места вероятно и есть такие воздушные пузыри,
из-за которых образовались непроливы.
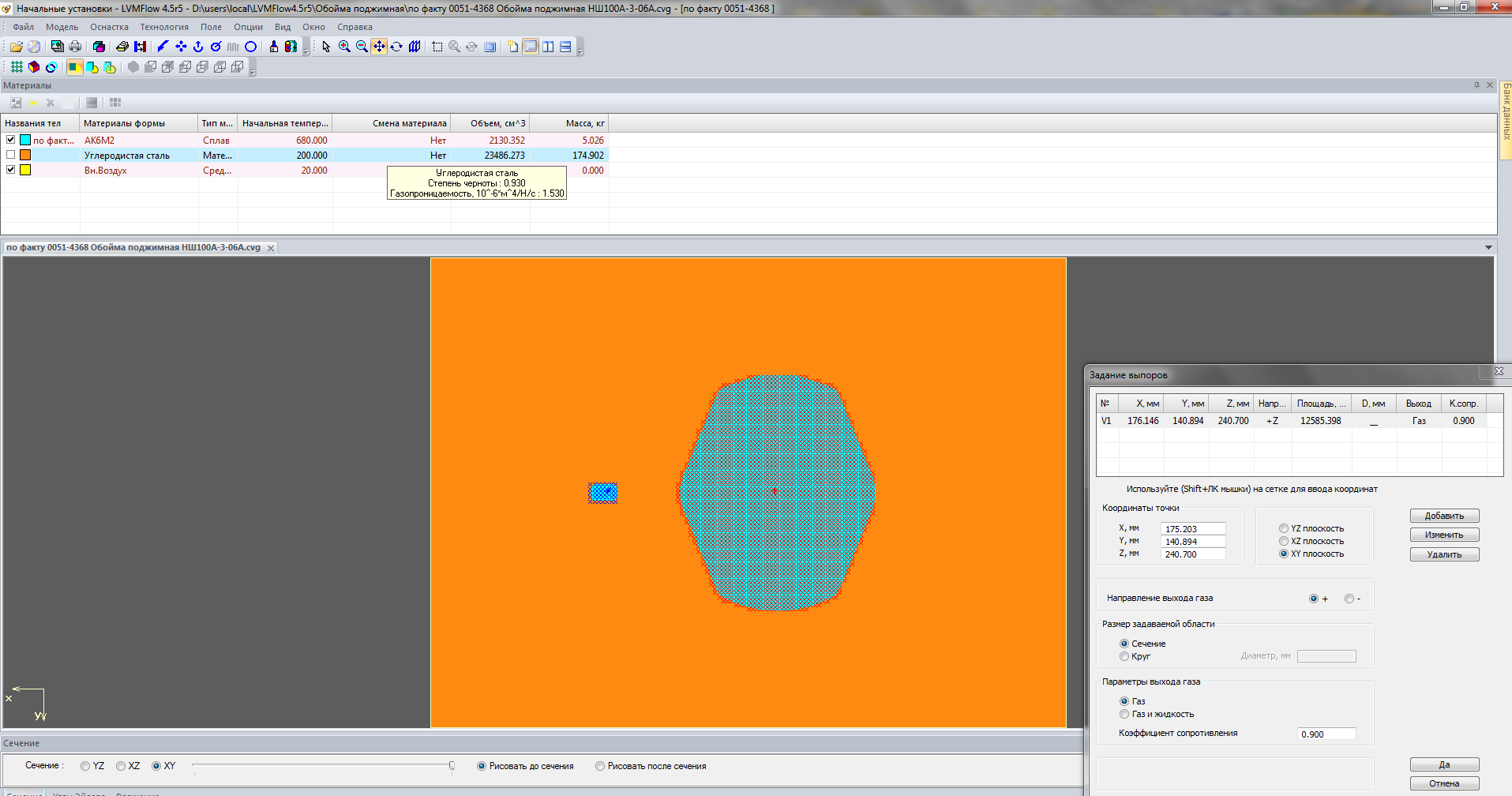
В настройках стоит с учетом газа при заполнении.
Газопроницаемость металлической формы с библиотеки стоит по умолчанию 1.530*10^-6*м^4/Н/с.
Не вижу разницы в полном расчете, если указываю выпор (выпор-прибыль).
Последнее редактирование модератором:
Пишет у меня и еще на одном компе (на 3-ем все нормально):
Невозможно загрузить файл или сборку "zGlobalClas64, Version=0.0.0.0, Culture=neutral, PublicKeyToken=null" или одно из зависимых от них компонентов. Не удалось запустить приложение, поскольку его параллельная конфигурация неправильна. Дополнительные сведения содержатся в журнале событий приложений или используйте программу командной строки sxstrace.exe для получения дополнительных сведений. (Исключение из HRESULT:0х800736В1)
Доброго времени суток! Так кто-нибудь нашел решение данной проблемы?
Похожие темы
- Ответы
- 0
- Просмотры
- 601
- Ответы
- 672
- Просмотры
- 158К
- Ответы
- 1К
- Просмотры
- 188К
- Ответы
- 82
- Просмотры
- 24К
- Ответы
- 17
- Просмотры
- 10К
Поделиться: