
ChatNoir, спасибо за помощь, но возникли еще вопросы по заданию параметров для ЛПД
1. Что имеется ввиду под камерой заполнения - это полость пресс-формы? Или это так разработчики переиначили камеру прессования?
Для просмотра ссылки Войдиили Зарегистрируйся
2. Вот простенькая моделька в формате stl и x.t (чтобы вы смогли посмотреть размеры)
Для просмотра ссылки Войдиили Зарегистрируйся
Для просмотра ссылки Войдиили Зарегистрируйся
Считать необязательно, подскажите просто какие для моей отливки вводить значения? Откуда автоматически взялись такие цифры?
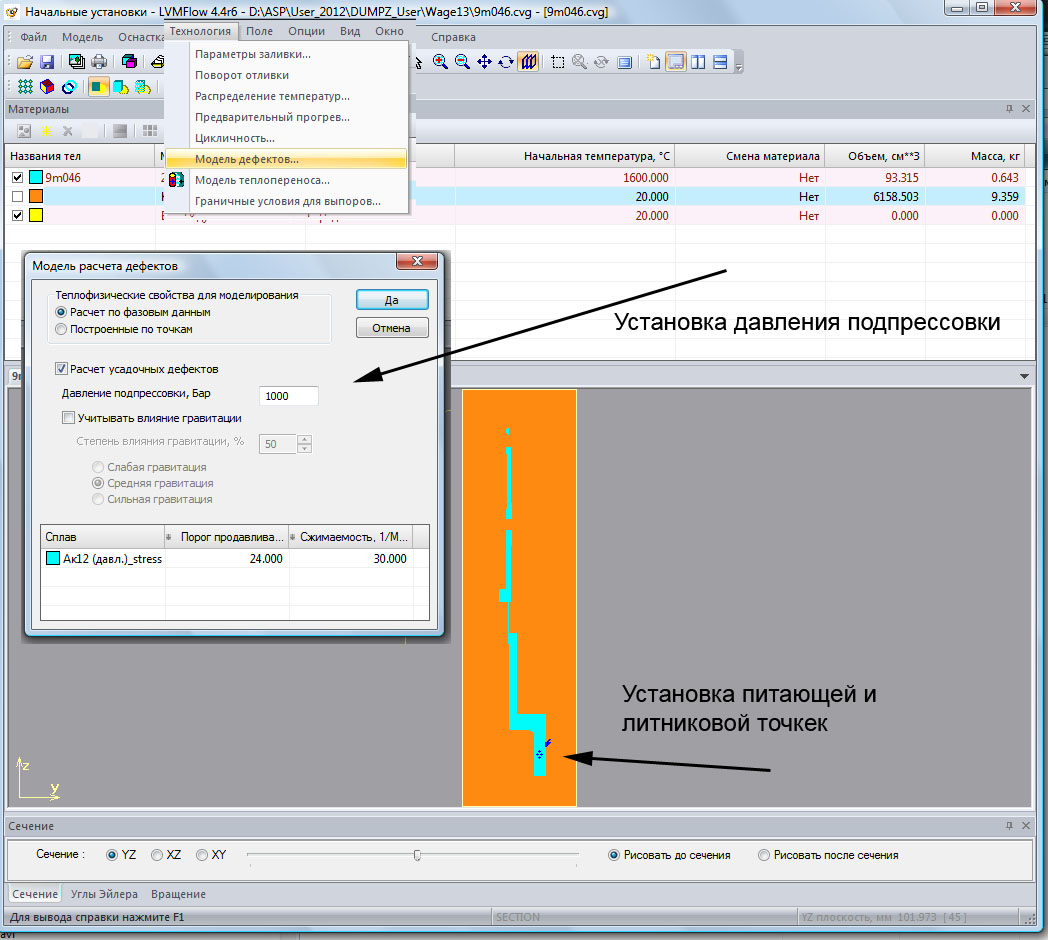
3. Поддпесовку программа моделирует? Как это сделать?
4. Расположение моей модели при загрузке в "3D импорт" сразу же верное?
PS: хочу результаты моделирования ЛПД в LVM и в ProCast посравнивать.
1. Что имеется ввиду под камерой заполнения - это полость пресс-формы? Или это так разработчики переиначили камеру прессования?
Для просмотра ссылки Войди
2. Вот простенькая моделька в формате stl и x.t (чтобы вы смогли посмотреть размеры)
Для просмотра ссылки Войди
Для просмотра ссылки Войди
Считать необязательно, подскажите просто какие для моей отливки вводить значения? Откуда автоматически взялись такие цифры?
3. Поддпесовку программа моделирует? Как это сделать?
4. Расположение моей модели при загрузке в "3D импорт" сразу же верное?
PS: хочу результаты моделирования ЛПД в LVM и в ProCast посравнивать.
Последнее редактирование модератором:
") .
.